

1. Թեստի ակնարկ
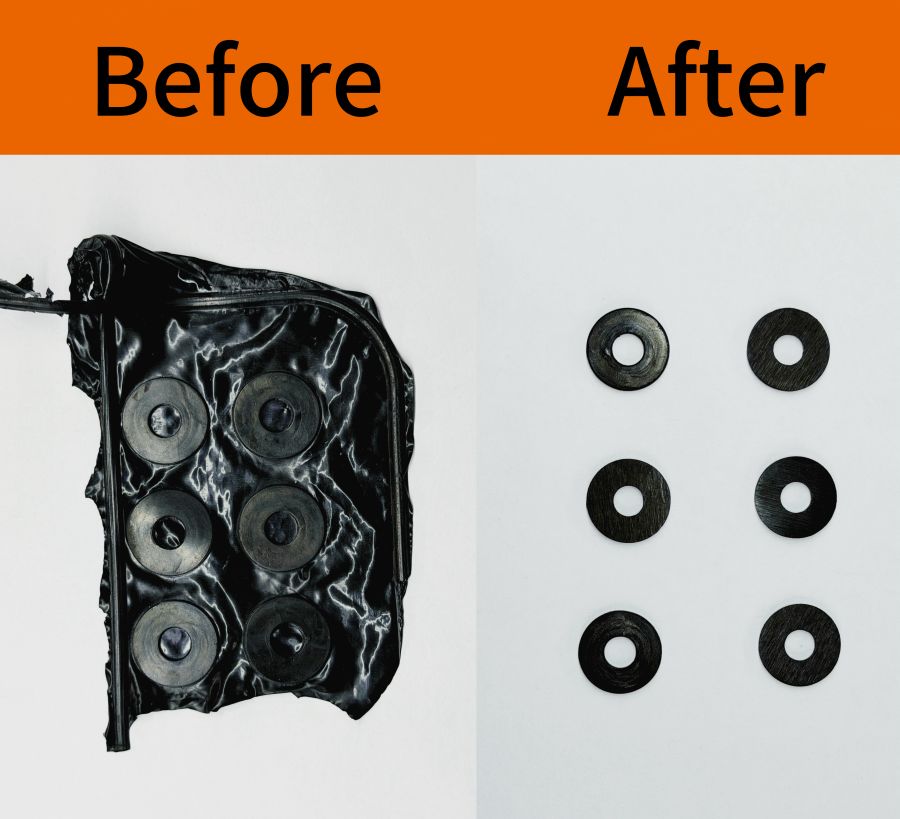
Փորձարկման նմուշը ինտեգրված ձուլված EPDM (էթիլեն-պրոպիլեն-դիեն-մոնոմեր) կնքման միջադիրի վահանակ է, որը ձևավորված է 0.15 մմ միատարր գերբարակ փայլով, որը ձևավորվում է ձուլվածքի բաժանման գծերի երկայնքով: Ավանդական ձեռքով փայլաթիթեղի հեռացումը և շեղբի կտրումը հակված են առաջացնել միջադիրի պատռվածք, եզրերի կտրվածքներ, մնացորդային փայլաթիթեղ, չափերի հանդուրժողականության լուրջ շեղում և չափազանց ցածր զանգվածային արտադրության հզորություն: Այս խմբաքանակային փորձարկման ժամանակ կիրառվել է STMC (Nanjing Zhaoling Precision) ընկերության հեղուկ ազոտով կրիոգեն փայլաթիթեղի հեռացման տեխնոլոգիան: Մշակումից հետո ինտեգրված վահանակի բոլոր առանձին միջադիրները լիովին բաժանվում են ավտոմատ կերպով՝ առանց կպչունության կամ մնացորդային փայլաթիթեղի, ապահովելով շատ ավելի բարձր վերջնական որակ՝ համեմատած ավանդական մշակման մեթոդների հետ:
2. Գործընթացի սկզբունքը՝ հարմարեցված EPDM հատկությունների համար
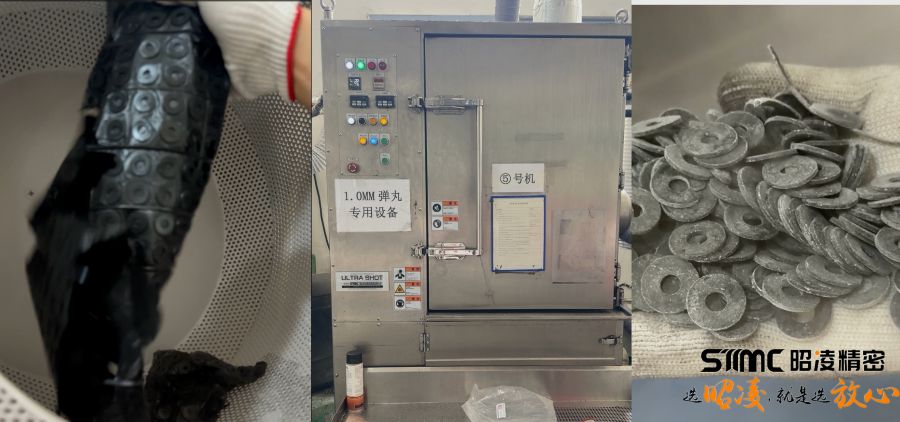
Համակարգը ճշգրիտ ջերմաստիճանի կարգավորում է իրականացնում հեղուկ ազոտի միջոցով -196°C ջերմաստիճանում: Այն օգտագործում է բարակ փայլաթիթեղի և ռետինե հիմքի միջև հաստության բացվածքի պատճառով առաջացած փխրունության ջերմաստիճանի տարբերությունը. 0.15 մմ միկրո փայլաթիթեղը արագորեն դառնում է փխրուն գերցածր ջերմաստիճանում, մինչդեռ հաստ EPDM միջադիրի մատրիցը պահպանում է ռետինի բնածին ամրությունը: Բարձր արագությամբ հատուկ պլաստիկ միջավայրը պայթեցնում և հարվածում է փխրուն փայլաթիթեղին՝ բաժանման գծերի երկայնքով ավելորդ ռետինը ճշգրտորեն կտրելու համար: Միացված միջադիրների միավորները բնականաբար բաժանվում են կաղապարի ուրվագծերի երկայնքով՝ առանց քերծելու կամ ձգելու միջադիրների կնքման մակերեսները:
0.15 մմ տրամագծով լապտերը ընկնում է բարակ ռետինե լապտերի օպտիմալ մշակման միջակայքի մեջ: Պայթեցման ուժը ճշգրտորեն հեռացնում է միկրոբլուրները՝ առանց վնասելու կնքման միջադիրների կրիտիկական չափսերի շեղումները, լիովին բավարարելով բարձրակարգ կնքման բաղադրիչների ճշգրտության պահանջները:
3. Հիմնական թեստի արդյունքներ
✅️Գերազանց բաժանման կատարողականություն, զրոյական կպչունություն և մնացորդային փայլ
Ինտեգրված միջադիրի վահանակը մեքենայից հանելուց հետո բոլոր անկախ առանձին միջադիրները լիովին առանձնանում են։ Կտորների միջև կպչունություն չկա, ձգված մնացորդային փայլ չկա, բաժանման գծերը հարթ են և ռետինի ավելորդ մնացորդներ չկան։ Երկրորդային ձեռքով ստուգումն ու մաքրումը լիովին բացառվում են։
✅️Գերբարձր ճշգրտությամբ թարթիչների հեռացում՝ զրոյական չափսերի շեղումով
Հասանելի է միկրոնային մակարդակի թելերի հեռացման ճշգրտություն: Միջադիրների կնքման եզրերը հարթ և կլորացված են՝ առանց շեղբի հետքերի կամ սպիտակեցնող դեֆորմացիայի: Հաստության, արտաքին և ներքին տրամագծերի թույլատրելի շեղումները մնում են անփոփոխ: Ձեռքով աշխատանքի հետևանքով առաջացող տարածված թերությունները, ինչպիսիք են միակողմանի նյութի կորուստը և չափազանց կտրվածքը, խուսափվում են՝ համապատասխանելով նոր էներգետիկ, խողովակաշարային և մեխանիկական սարքավորումների կնքման մասերի բարձր ճշգրտության հավաքման ստանդարտներին:
✅️Գերբարձր զանգվածային արտադրության արդյունավետություն և աշխատուժի փոխարինում
Մեկ խմբաքանակի համար կարելի է բեռնել մի քանի ինտեգրված EPDM միջադիրների վահանակներ, որոնց ամբողջական մշակումն ավարտվում է մի քանի րոպեների ընթացքում: Մեկ կրիոգենային թելքահանող մեքենան ապահովում է օրական արտադրողականություն, որը համարժեք է տասնյակ ձեռքի աշխատողների աշխատանքին: 24-ժամյա անընդհատ ավտոմատ աշխատանքը զգալիորեն կրճատում է մատակարարման ցիկլերը և լուծում է զանգվածային արտադրության կնքման միջադիրների հետձուլման հզորության խոչընդոտները:
✅️Բնօրինակ EPDM ֆիզիկական հատկությունները լիովին պահպանված են
Ցածր ջերմաստիճանը ազդում է միայն բարակ փայլաթիթեղի վրա: Միջադիրների մատրիցի կարծրությունը, դիմացկունությունը, եղանակային դիմադրությունը և կնքման որակը մնում են անփոփոխ: Բարձր ջերմաստիճանային մշակման կամ շեղբի կտրման հետևանքով ռետինե ճաքեր կամ կնքման խախտումներ չեն առաջանում, իսկ վերջնական արդյունքը կայուն է՝ ավելի քան 99%:
4. Արդյունաբերական կիրառման արժեքը
EPDM միջադիրները լայնորեն կիրառվում են ավտոմոբիլային, HVAC, ջրամաքրման և շինարարական մեքենաների կնքման ոլորտներում: Ինտեգրված վահանակների ձուլումը հիմնական արտադրության մեթոդն է, մինչդեռ 0.1–0.2 մմ բարակ շերտը արդյունաբերության համընդհանուր խնդիր է: Այս փորձարկումը հաստատում է STMC կրիոգենային դեֆլյացիայի հասուն տեխնիկական առավելությունները ինտեգրված EPDM միջադիրների վահանակների համար.
✅️Վերացրեք երկու աշխատանքային ընթացակարգ՝ ձեռքով բաժանում և ձեռքով քերիչ մաքրում
✅️Միատարր մակերեսային տեսքի որակ, որը վերացնում է մարդու կողմից առաջացած թերությունները, ինչպիսիք են անհարթ եզրերը և կտրվածքները
✅️Նվազեցնում է հետմշակման աշխատանքային ծախսերը, իդեալական է ճշգրիտ ռետինե միջադիրների մեծածավալ զանգվածային արտադրության համար
5. Եզրակացություն
0.15 մմ բարակ շերտով ինտեգրված ձուլված EPDM վահանակների համար STMC կրիոգենային շերտազատումը ապահովում է մեկ կանգառով մշակում՝ ավտոմատ լրիվ տարանջատմամբ, առանց լուսարձակման մակերեսներով, գերբարձր ճշգրտությամբ և բացառիկ արդյունավետությամբ: Այն մանրակրկիտ լուծում է արդյունաբերության դժվար տարանջատման, վատ մշակման և ավանդական գործընթացներում ցածր արտադրողականության հետ կապված խնդիրները՝ հանդիսանալով ճշգրիտ EPDM կնքման միջադիրների զանգվածային արտադրության համար ձուլումից հետո օպտիմալ մշակման լուծում:
Հրապարակման ժամանակը. Հունիս-29-2026



